
CNC mašine za ivičnu obradu pločastih materijala uz pomoć lasera
Posle operacije obrade ploča na formatizeru kojom se postiže dimenzionisanje dužine i širine, uske površine ploče ostaju hrapave. Kao takve su nepodesne za upotrebu, tako da ih je potrebno zaštititi oblaganjem. Korišćenjem mašina za ivičnu obradu pločastih materijala ne štite se samo uže površine već im se i poboljšavaju estetska svojstva, kao što su tekstura, boja i sjaj. Poznato je da ivična obrada ploča (kantovanje) predstavlja najslabiju tačku u kvalitetu proizvoda od pločastih materijala. Tokom eksploatacije i korišćenja nameštaja od univera i drugih pločastih materijala oštećenja najčešće nastaju na spoju sa kant trakom. U zavisnosti koji se materijal koristi za rubove, ivična obrada ploča može se izvršiti pomoću: polivinilhlorid materijala (PVC), akrilnitril-butadien-stiron materijala (ABS), melaminskog materijala, papirnih akrilnih folija, poliestarskih materijala, rubnih furnira, rubnih letvica, aluminijumske trake. Tehnološki, kantovanje se može izvršiti: ručnim i mašinskim putem. Prvi način je dosta zastareo i koristi se u nekim manjim zanatskim radionicama, dok drugi način predstavlja ivičnu obradu ploča uz pomoć mašina (kanterica) sa unapred podešenim parametrima. Na slici ispod prikazan je ciklus rada mašine za ivičnu obradu sa konvencionalnim procesom lepljenja kant trake.
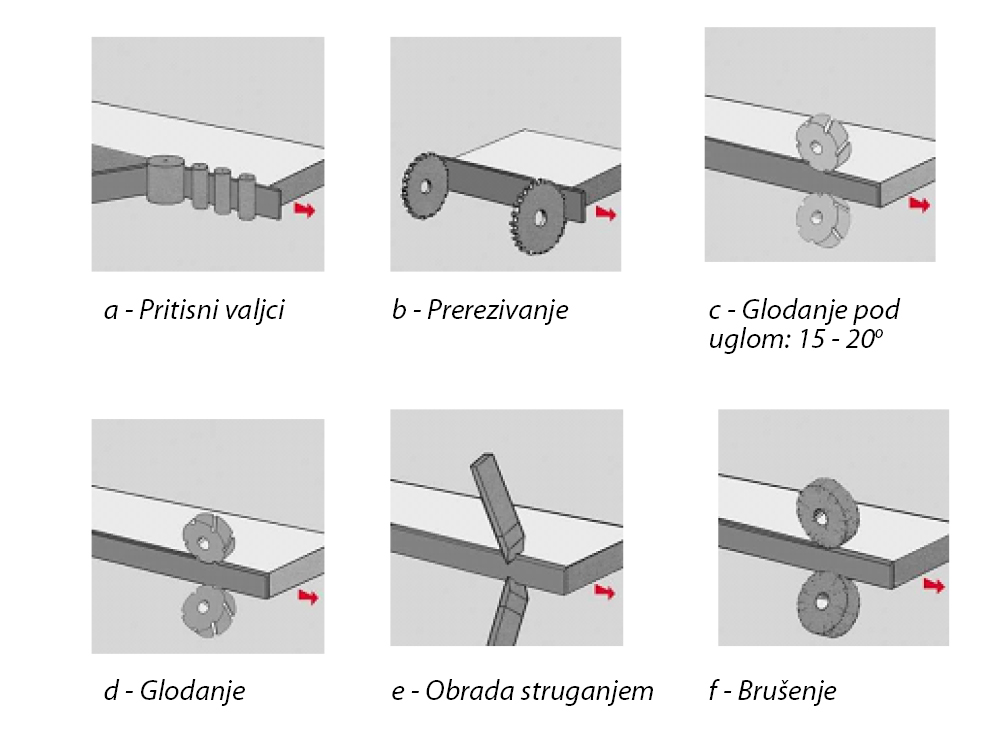
1a – Pritisni valjci. Kako bi se postigao optimalan spoj između trake i ploče potrebno je da postoji određeni broj pritisnih valjaka koji priljubljuju kant traku sa obradkom. Mašine za ivičnu obradu pre pritisnih valjaka sadrže i predfrezer koji frezuje površinu kanta za debljinu kant trake.
1b – Prerezivanje – testere za odsecanje. Skraćivanje kant trake nakon obrade se vrši pomoću standarnog seta sečiva sa oštrim zupcima. Potrebno je redovno oštrenje, jer može doći do cepanja, naročito kada se radi o tankim trakama.
1c,d – Operacija glodanja viška kant trake. Ova operacija obavlja se pomoću 4-6 glodala sa prečnikom približno 70 mm odgovarajuće rotacione brzine. Ukoliko je velika brzina glodanja može doći do oštećenja površine.
1e – Grebač radijusa koristi se za perfektnu glatku površinu radijusa kanta. Sečivo pri struganju ne bi trebalo da prelazi od 0,1-0,2 mm. Obrada se postiže uz pomoć DIA (dijamantskim vrhom) što se pokazalo veoma efikasno.
1f – Bušenje. Ovo je poslednja operacija u procesu ivične obrade koja se obavlja uz pomoć dva brusna točka koji vrše poliranje.
Ivična obrada laserskom tehnologijom
Standardnim konvecionalnim procesom lepljenja kant trake, traka se nanosi uz pomoć istopljenog termoreaktivnog lepila, nanetog valjkom na predmet obrade. Zbog toga je spoj trake i ploče gotovo neizbežno vidljiv. Optimizacijom količine, temperature i boje lepila spoj se može samo delimično umanjiti, ali je teško postići da taj spoj bude nevidljiv i trajnog kvaliteta. Ovo je posebno izraženo kod materijala svetlih boja, gde se linija spoja jasno vidi i narušava estetski aspekt proizvoda. Ukoliko se i postigne smanjena vidljivost spoja, on vremenom postaje jasno vidljiva iz različitih razloga. Uticaj klimatskih promena u prostoru (vlaga, temperatura), abrazija, prljavi uslovi su samo neki od njih. Vremenom ovaj problem je naročito izražen upotrebom u kuhinji, kupatilu ili drugim prostorijama gde je prisutna vodena para. Lepak neizbežno apsorbuje vlagu, koja prodire u pločasti materijal i uzrokuje odvajanje trake i bubrenje materijala (kapilarno upijanje vlage). Dejstvom vlage, element biva trajno i bespovratno oštećen. Takođe, dolazi i do promene boje, uticajem nečistoća i bakterija, što se odražava na estetski izgled. Pomenuta oštećenja znatno narušavaju higijenski aspekt proizvoda, što je izuzetno važno kod primene pločastih materijala u kuhinjama, kupatilima i drugim prostorijama u kojima se zahteva apsolutna bakteriološka otpornost i higijena. Nemačka kompanija HOMAG koja se smatra pionirom i najvećim proizvođačem mašina, u oblasti ivične obrade ploča uvela je neke inovacije, kako bi gore pomenute nedostatke otklonila. Te inovacije odnose se na zamenu standardnih termoreaktivnih lepila, polimernim slojem tzv. aktivacionim slojem čije se zagrevanje vrši uz pomoć lasera.
Laser (eng. Light Amplification by Stimulated Emission of Radiation) je naziv za optičku napravu koja emituje koherentni snop fotona. Lasersko zračenje je izvor elektromagnetnog (EM) zračenja čije su talasne dužine uglavnom iz oblasti ultravioletnog (UV), infracrvenog (IR) i vidljive svetlosti, mada neki laseri mogu da emituju i jonizujuće zarčenje. Ono je monohromatsko zračenje (jedna talasna dužina i jedna boja). Dok obična sijalica svetlosno zračenje emituje u svim pravcima laser emituje u tačno jednom smeru. Firma HOMAG koristi diodni laser talasne dužine 980 nm.

Izgled CNC mašine za ivičnu obradu (IZVOR: brandt.de)
Ivična obrada uz pomoć laserske tehnologije spoj trake i univera čini nevidljivim i stvara utisak da je traka monolitni deo pločastog materijala. Kao što je već pomenuto, ovo se postiže primenom specijalnih polimera, koji su prethodno koekstruzionim procesom ravnomerno naneti na unutrašnju stranu trake. Polimerni sloj, tzv. aktivacioni sloj, identične boje kao i primenjena traka, nanosi se u debljini nekoliko desetih delova milimetra. Vrhunske osobine polimera osiguravaju dugotrajan spoj, nepromenljivih karakteristika, tokom neograničenog vremena korišćenja.

Izgled CNC mašine za ivičnu obradu (IZVOR: brandt.de)
Pod dejstvom visoko energetskog laserskog snopa dolazi do stabilnog i trenutnog zagrevanja i topljenja polimernog aktivacionog sloja. Ova tehnologija zamenjuje fazu klasičnog načina nanošenja lepila odnosno nanošenje topljivog lepka valjcima na kant pločastog materijala. Polimerni aktivacioni sloj apsorbuje energiju i topi se. Nakon toga valjci vrše pritisak na traku, što omogućava da rastopljeni polimer duboko penetrira u strukturu pločastog materijala i neraskidivo povezuje traku sa pločom. Pored toga, u slučaju kantovanja laserksom tehnologijom, izbegnute su i uobičajne greške u konvencionalnom lepljenju koje nastaju zbog pregorevanja lepka, ostatka lepka na površini sloja i sl.
Osnovne prednosti ivične obrade uz pomoć laserske tehnologije u odnosu na konvencinalni način su: minimalna vidljivost spoja kant trake i ploče, povećana otpornost na nagle temperature, visoka temperaturna otpornost (do 140 oC), povišena otpornost na dejstvo vlage i vodene pare, kao i bakteriološka otpornost na spoj. Za sada se smanjen izbor boje kant trake navodi kao jedan od nedostataka ove savremene procedure kantovanja.
Rezultat laserskog kantovanja je spoj koji se odlikuje izuzetnom čvrstoćom i gustinom adhezije koja omogućava nepropustljivost i otpornost na sve spoljne uticaje pod kojima se može naći obrađeni pločasti materijal. Jedna od najvažnijih osobina ploča kantovanih laserkom tehnologijom je estetski izgled. Zbog homogenog, zavarenog spoja koji se posebno ističe kod univera sa folijom visokog sjaja posmatrač dobija utisak da pred sobom ima farbanu medijapan (MDF) ploču. Obzirom na višestruku uštedu eliminacijom farbanja i brzom obradom materijala, potpuno je jasno da se na ovaj način dobija proizvod izuzetnih osobina u kvalitativnom i estetskom smislu u veoma kratkom roku i po znatno povoljnoj ceni.
Literatura
1. Skakić, D., Krdžović, A. (2002): Finalna prerada drveta. Šumarski fakultet Univerziteta u Beogradu, pp (321-330).
2. Kršljak, B. (1996): Mašine i alati za obradu drveta. Šumarski fakultet Univreziteta u Beogradu.
3. Paschotta, R. (2012): Encyclopedia for Photonics and Laser Technilogy. Wiley VCH, Volume A-M.
4. http://www.zomont.rs /materijali/lasersko-kantovanje/
5. http://www.homag-group.com/en en/products/machines/sizing_edgebanding/edgebanding/Pages/edgebanding.aspx
6. http://homaggroupwebapp.homag.de/medien/lasertec_en_14698.pdf
7. http://www.stilesmachinery.com/homag/homag-lasertec
.gif)





