
Spojevi masivnog drveta – anizotropija drveta i modeli spajanja
Drvo je prirodan, higroskopan biološki materijal, izuzetno varijabilnih svojstava. Ta svojstva variraju kako u okviru jedne vrste drveta, tako i između različitih vrsta drveta. U okviru jedne vrste drveta varijacije se mogu podeliti na varijacije u okviru jednog sortimenta (na primer daske) i varijacije između sortimenata.
Varijabilnost u okviru jednog sortimenta potiče od varijabilnosti složene ćelijske strukture drveta, vlakanaca libriforma, traheja, parenhimatičnih ćelija, prisustva reakcionog drveta i hemijskog sastava, što je sve vezano uglavnom za uslove rasta drveta.
Varijabilnost između različitih sortimenata vezana je za položaj svakog pojedinog sortimenta u trupcu i određuje njegovo ponašanje u proizvodnji i ekspolataciji prizvoda od drveta. Ponašanje drveta, kao higroskopnog materijala, u oba ova slučaja vezano je za promenu vlažnosti u higroskopnom području (a time i dimenzija drveta), bilo da je promena vlažnosti izazvana promenama relativne vlage vazduha ili promenama unetim u tehnološkom procesu, kao što je lepljenje. Položaj sortimenta u trupcu direktno utiče na iznos promene njegovog oblika i dimezija posle sušenja drveta (slika 1).
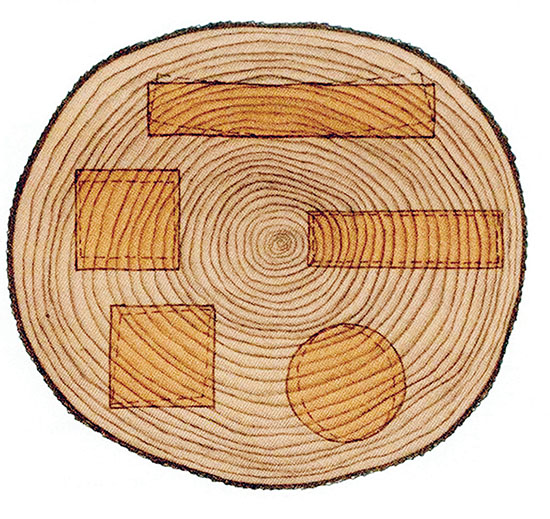
Slika1. Puna linija predstavlja oblik u sirovom stanju, a isprekidana oblik posle sušenja.
Za razliku od homogenih materijala, kod drveta, prilikom spajanja elemenata, neophodno je da se vodi računa koji susedni elementi dolaze u kontakt jedni sa drugima. Zbog toga se sistemi naleganja koji se primenjuju u mašinstvu ne mogu doslovno preneti na drvo, iako su principi u osnovi isti. Nekada su stari masjtori, ne poznajući sisteme tolerancija, u spojevima „na osećaj’’ dozvoljavali blagi preklop. Znalo se da, pretesno napravljen spoj, kada se rasuši postaje labav. To je posledica bubrenja koje nastaje uvođenjem vode putem lepka, kada je moguće prekoračenje pritisne čvrstoće drveta popreko na vlakanca, tako da kada se lepljeni spoj osuši, on više nema kompaktnost da podnosi spoljno opterećenje.
Suprotno, zazor ne obezbeđuje dobar spoj, ali savremeni „gap filling’’ lepkovi tolerišu i zazore. To je značajno ako mašinska obrada nije dovoljno precizna i ako je veliko rasipanje distribucije vlažnosti građe posle sušenja.
Drvo reaguje na promene relativne vlage vazduha i to tako, da se u proseku, za svakih 5% promene relativne vlage vazduha, ravnotežna vlažnost drveta promeni za oko 1%. Ovo je samo ilustracija, jer se svaka vrsta drveta ponaša potpuno drugačije a jedna od vrsta sa najvećim koeficijentima utezanja je upravo domaća bukva (Fagus Silvatica L.). Drvo se pored toga različito ponaša u aksijalnoj, radijalnoj i tangencijalnoj ravni. Najveće prosečno utezanje za komercijane vrste drveta je u tangencijalnoj ravni (prosečno 8%), zatim u radijalnoj (prosečno 4%), dok je u aksijalnoj zanemarivo (prosečno 0,1 do 0,3%).
Prosečne promene dimenzija (pri promeni vlažnosti od sirovog stanja do vlažnosti posle sušenja, koja je pogodna za spajanje drveta: 8±2%) u tangencijalnoj i radijalnoj ravni, kao i njihov odnos, za različite komercijalne vrste drveta prikazani su u tabeli 1.

Posebnu pažnju treba posvetiti na vrste drveta sa najvećim iznosom parcijalnog tangencijalnog utezanja (T) najvećim odnosom T/R.
Za spajanje drveta lepljenjem nisu bitni samo odnosi T/R, već i apsolutne vrednosti tangencijalnog i radijalnog utezanja. Od domaćih vrsta drveta prema iznosu linearnog tangencijalnog utezanja izdvajaju se: bukva i topola, koje su ujedno i najproblematičnije za spajanje, dok najmanje iznose linearnog tangencijalnog utezanja imaju srpski bagrem, orah i tikovina. Podaci u tabeli 1 jasno ukazuju i na razliku između američkog, plantažnog oraha, i domaćeg oraha, koji je znatno kvalitetniji.
Drvo se može spajati u osnovi na tri načina:
• Naleganjem (fitting), bilo da je najjednostavniji ravan spoj bez zazora, kakav je kod ploča od masivnog drveta, srednjice panela ili Gluellam-a, ali je u pitanju spoj čep-žljeb, kakav je kod stolica, ili je u pitanju složeno naleganje kao što je cink spoj ili lastin rep kod fioka.
• Lepljenjem (gluebonding) savremenim lepkovima koji su dovoljno prilagođeni ponašanju drveta u različitim uslovima ekspolatacije.
• Učvršćivanjem (fastening), ekserima, zavrtnjima drvenim klinovima ili nekim drugim vezama.
Najčešće se kod spajanja drveta primenjuje kombinacaija ova tri metoda (na primer kod spajanja elemenata molerskih drvenih merdevina primenjuje se i naleganje i lepljenje i učvršćivanje drvenim klinovima).
Naleganje se javlja gotovo u svim spojevima drveta i ono je i najvažnije. Drvo se može spojiti i bez lepka, eksera i zavrtnjeva ali ne može bez nekog vida naleganja. Jedan of faktora koga nema kod homogenih materijala, kada se bira vrsta spoja i vid naleganja je upravo položaj elementa koji je imao u trupcu (slika 2).

Slika 2. Primer različite promene oblika i dimenzija kod noge stola izrađene iz elemenata koji su imali različit položaj u trupcu
U toku eksploatacije, iznos promene oblika i dimezija u spoju drveta zavisi i od kvaliteta sušenja, vrste površinske obrade drveta, uslova ekspolatacije (ove promene su veće zimi nego leti, naročito u klimi centralnog grejanja).
Čak i kada je u pitanju lepljeni spoj ali spoj zavrtnjima, od vida naleganja zavisi raspored opterećenja izazvanih unutrašnjim i spoljašnjim silama.
Postoje četiri osnovna tipa naprezanja u lepljenom spoju koja mogu da ga razruše (slika 3):
• Zatezanje
• Pritisak
• Torzija
• Savijanje (koje je i najdestruktivnije po spoj)

Slika 3. Model naprezanja (izazvanih spoljašnjim i unutrašnjim silama) u lepljenom spoju
Sva četiri tipa naprezanja u spoju izazvana su spoljašnjim silama, na primer kod stolica. Savijanje je najdestruktivnije, jer se javlja poluga (‚‚Dajte mi dovoljno veliku polugu i pomeriću Zemlju” – Arhimed) koja višestruko uvećava sva tri prethodna naprezanja. Na primer, prilikom ljuljanja na zadnjim nogama stolice lepljeni spoj trpi značajno veća opterećenja nego pri normalnom sedenju. Ono što savijanje često izaziva je lom van spoja, koji je posledica prerezanih drvnih vlakanaca pod određenim nagibom (slika 4).
Usled naprezanja na savijanje i efekta poluge, često se dešava da opterećenja i ne stignu da se prenesu na spoj drveta, posebno kada su drvna vlakanca prerezana pod uglom i element puca van spoja (slika 4A).

Slika 4. A-lom izazvan savijanjem usled prerezanih drvnih vlakanaca pod uglom; B – gore: izgled loma bez prerezivanja vlakanaca; dole: izgled loma sa prerezivanjem vlakanaca pod uglom
Lameliranjem drveta (na primer kod izrade drvenih prozorskih ramova, između ostalog, efekat prerezivanja drvnih vlakanaca pod uglom se ublažava). U laboratorijama Katedre primarne prerade drveta Šumarskog fakulteta Univerziteta u Beogradu razvijen je prozorski ram (Europrofil) od LVL-a (kombinacija topolovog i bukovog ljuštenog furnira proizvedenog od sirovine lošijeg kvaliteta) koji podnosi značajno veća opterećenja nego spoj od masivnog drveta iste vrste, i nikada ne puca van spoja usled prerezanih vlakanaca (slika 5). Ovakav ram bi mogao da podnese dodatno opterećenje od trećeg stakla, bez povećanja poprečnog preseka profila.

Slika 5. Element prozorskog rama od LVLa (topolov i bukov ljušteni furnir); A-lom u lepljenom spoju; B-lom ispred lepljenog spoja usled prekoračenja čvrstoće laminata)
Problem spoljašnjih opterećenja kod masivnog drveta rešava se povećanjem poprečnog preseka, povećanjem broja elemenata veze i njihovim optimalnim raspoređivanjem.
Problem unutrašnjih opterećenja u lepljenom spoju odnosi se na zaostala naprezanja u toku rasta drveta, kretanje drveta sa promenom relativne vlažnosti vazduha (utezanje i bubrenje - ‚‚rad” drveta) i naprezanja nastala u toku veštačkog sušenja.
Promene dimenzija drveta u eksploataciji vezana su za položaj sortimenta koji je bio u trupcu i odvijaju se u tangencijalnoj, radijalnoj i aksijalnoj ravni. Kod većine vrsta drveta tangencijalno utezanje je dva puta veće od radijalnog, i ono je u proseku 8%, dok je radijalno oko 4% (od sirovog stanja do stanja posle sušenja za većinu namena). Aksijalno utezanje je oko 0,1% i obično se zanemaruje.
Za pravilno slaganje susednih elemenata u lepljenom spoju neophodno je da se obezbedi usklađeno utezanje susednih elemenata. Model pravilnog slaganja prikazan je na slici 6. Logika slaganja može se primeniti i na najjednostavnije spojeve kao što su srednjice kod panela, ploče od masivnog drveta, pa do složenijih konstrukcija stolica i delova nameštaja pod opterćenjem.
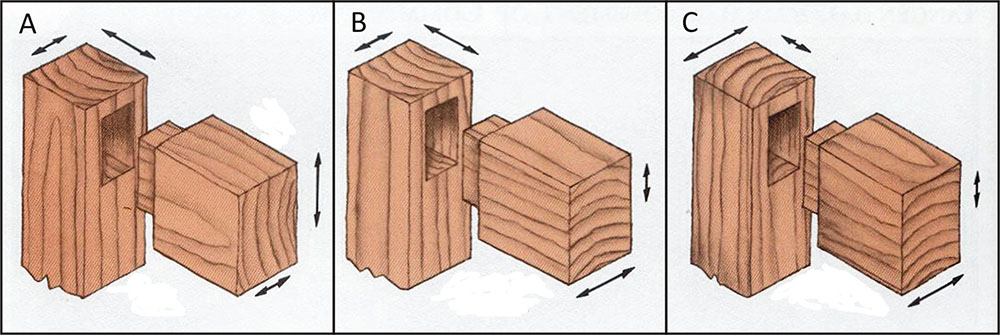
Slika 6: A-loš spoj: šire strane oba elementa usmerene su u tangencijalnoj ravni; B – manje loš spoj: šira strana noge usmerena je u tangencijalnoj ravni a šira strana prečke u radijalnoj;
C – dobar spoj: šire strane oba elementa usmerenae su u radijalnoj ravni (dva puta manja promena dimenzija nego slučaj pod A).
Način slaganja na slici 6 je model. Naravno da se on ne može primeniti u masovnoj industrijskoj proizvodnji, gde se građa nabavlja od različitih snabdevača, i gde često cena nameštaja od masivnog drveta ne može da podnese pristup koji je važio kada su se pojedini komadi nameštaja izrađivali po principu: koliko je nameštaj težak – toliko srebra. Model treba samo da ukaže na još jednu od stvari o kojoj treba voditi računa prikom spajanja drveta.
U savremenim kompanijama koje prerađuju masivno drvo postoje magacini građe i elemenata sa računarski regulisanom klimom koja obezbeđuje konstantnu ravnotežnu vlažnost drveta, koja treba da bude što bliže onoj vlažnosti i koju će drvo imati u eksploataciji. Tu se kvalitana građa drži u dužem periodu kako bi se ravnotežna vlažnost stabilizovala.
Nekada se drvo čuvalo u stabilnoj klimi po pravilu: jedna godina za jedan santimatar debljine (to znači da bi građa debljine 5 cm trebalo da stoji 5 godina. To danas često nije ekonomski isplativo, tako da sve prethodno rečeno o neophodnosti posvećivanja pažnje načinu rezanja trupaca, sušenju, kondicioniranju i samom spajanju masivnog drveta još više dobija na značaju.
Mašinska obrada, lepljenje i površinska obrada drveta su toliko napredovali da, mašinska obrada i lepljenje sa jedne strane obezbeđuju kvalitetan spoj, a savremeni premazi ne dozvoljavaju da vlaga prodre u materijal za vreme životnog veka proizvoda.
Zaključak
Sve što je rečeno o kvalitetu drveta, položaju u trupcu, orijentaciji elemenata, dozvoljavanju drveta da „radi” je upravo ono što su gledali stari majstori prilkom izrade nameštaja. Postoje komadi nameštaja stari preko 200 ili 300 godina koji se gotovo ništa nisu promenili. Danas je period korišćenja nameštaja skraćen, kvalitetnog drveta više nema u meri kao što je bilo, tehnologija je značajno napredovala, ali to ne znači da principi treba da se izgube. Jer, šta bi bilo kada bi se pojavio neko ko želi premium nameštaj, ko ne pregovara previše o ceni, i da li bi neki komad nameštaja od masivnog drveta mogao opet da traje narednih 300 godina?
Tekst objavljen u časopisu DRVOtehnika, broj 57, januar 2018.
Fotografije: V. Zdravković
.gif)





